Different surface processings for any design style.


The surface processing of natural stone has a large influence on the appearance of the selected natural stone. Natural stone types with a lively structure appear calmer after more abrasive surface processing. Finer surface processing, however, fully accentuates the color spectrum and the structure of the stone. As well as the optical appearance, surface processing also influences the tactile feel of the surface considerably and with this, also relevant characteristics such as the anti-slip effect, or the susceptibility for becoming dirty.
Processed surfaces are created by additional processing of the diamond-cut surfaces. This allows for tolerance ranges of a few millimeters to be realized. At the same time, it is possible to make rough to extremely smooth surfaces with the most varied tactile properties.
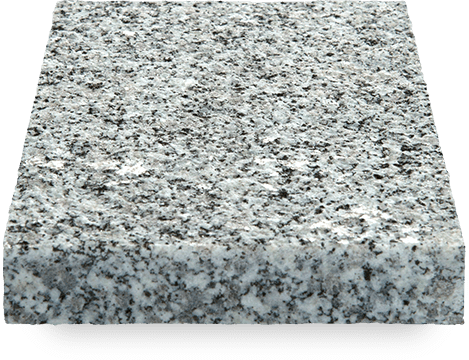
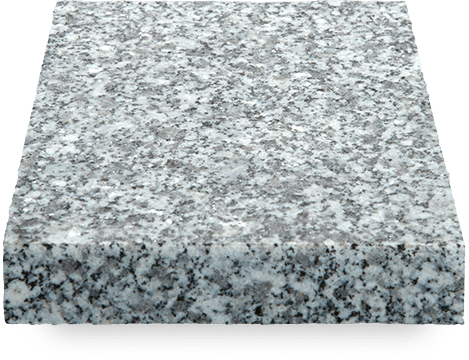
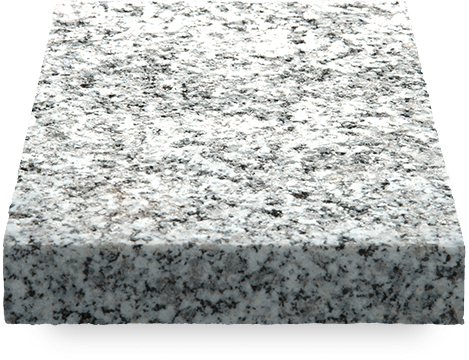
Diamond-cut
Diamond-cut surfaces are level and smooth. At the same time, cut marks are clearly visible, so that diamond-cut surfaces are rarely used on finished products. It is usually the foundation for all other surface processing.
- use:
- outdoor
- dirt susceptibility:
- medium
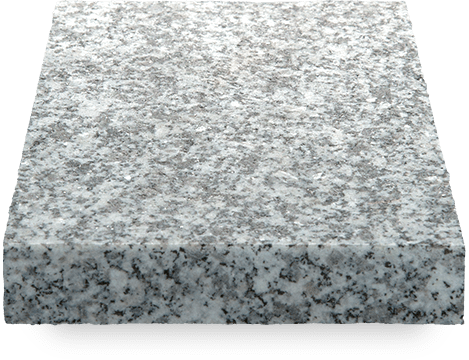
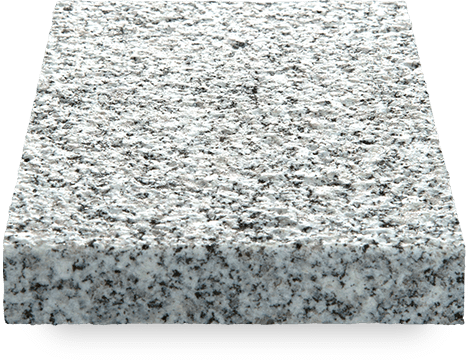
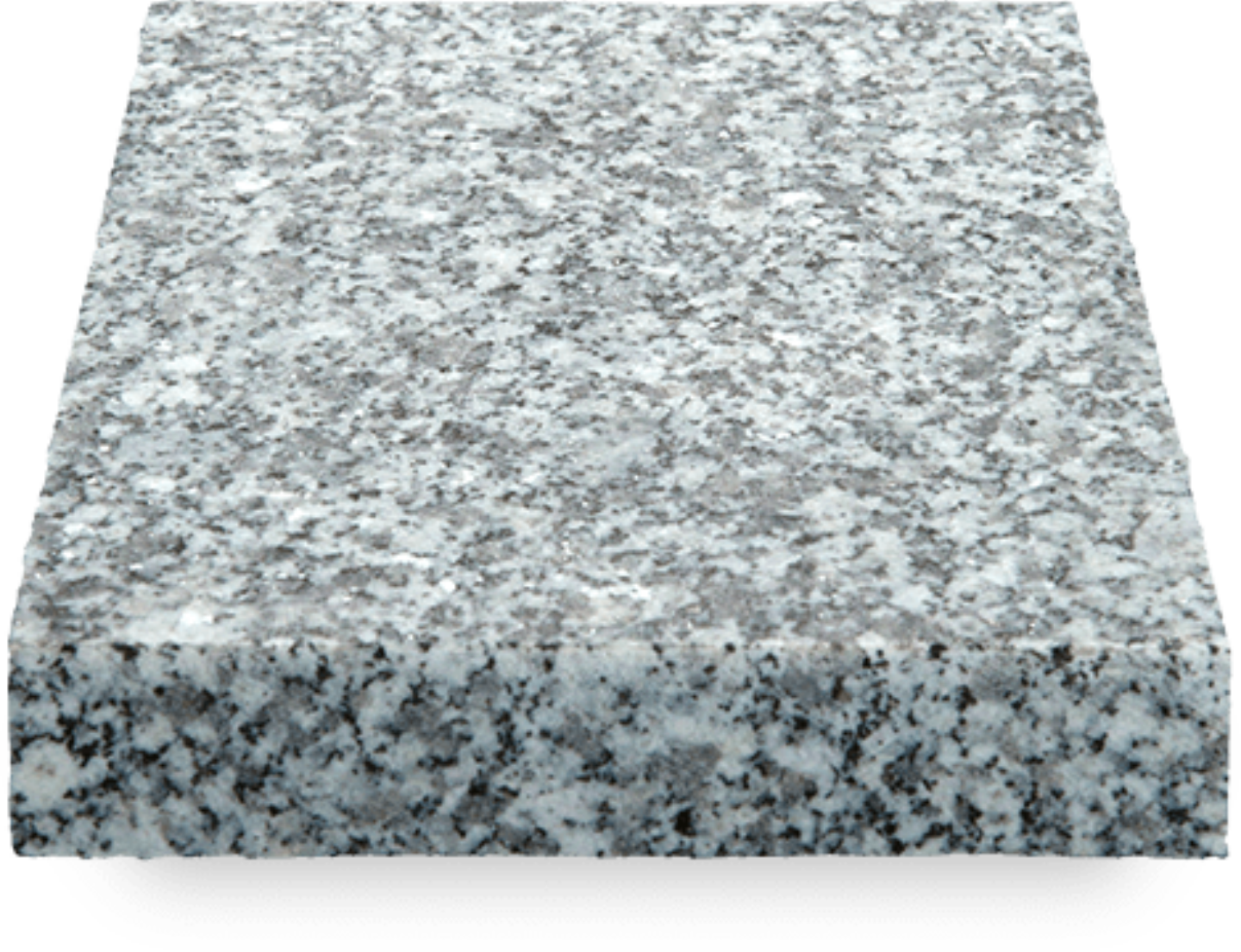
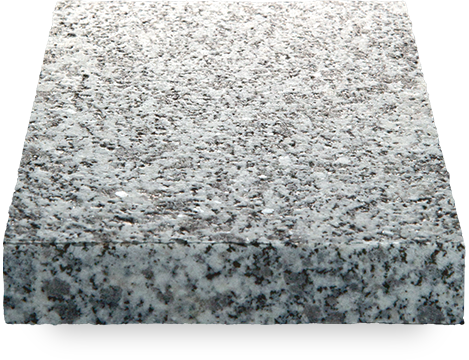
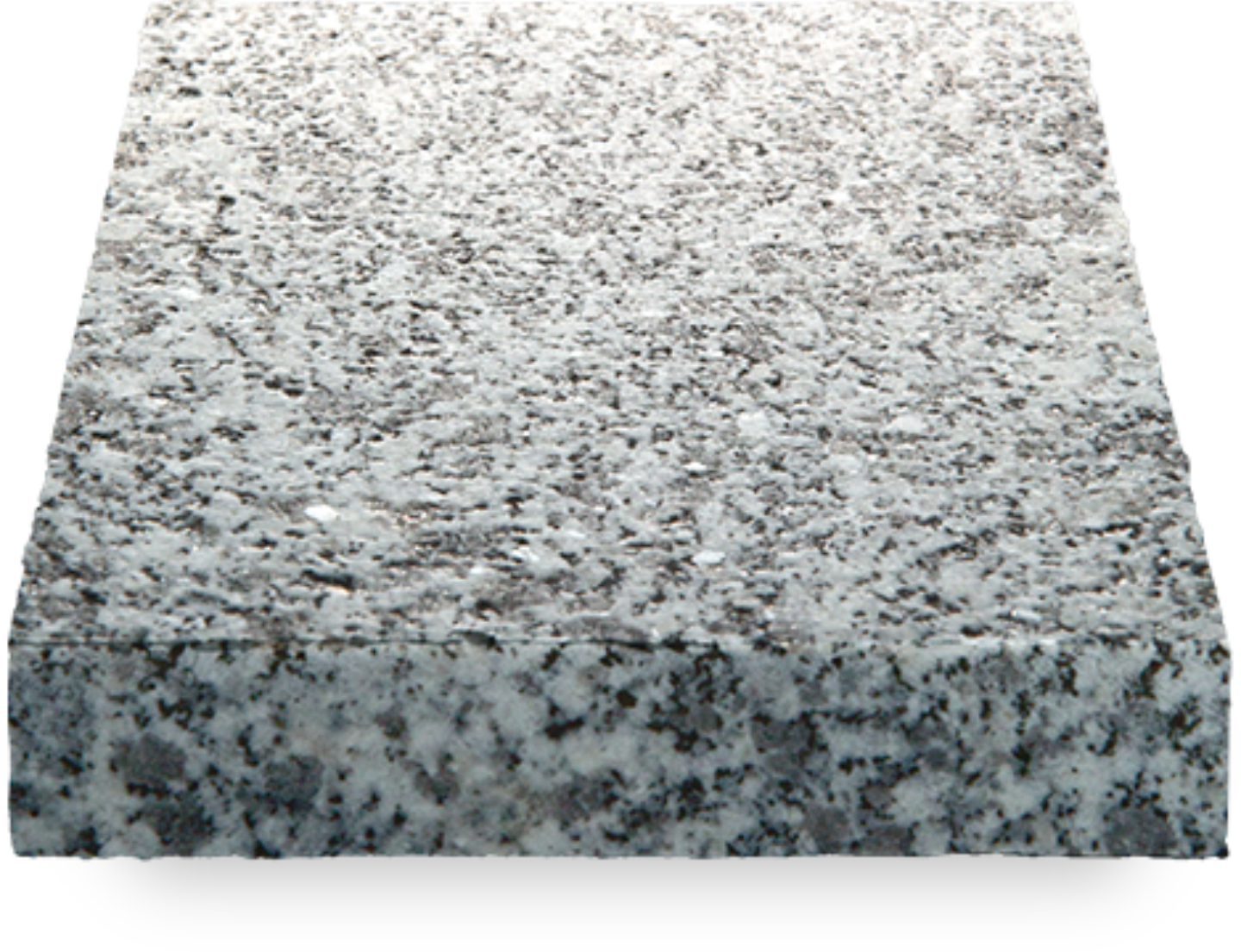
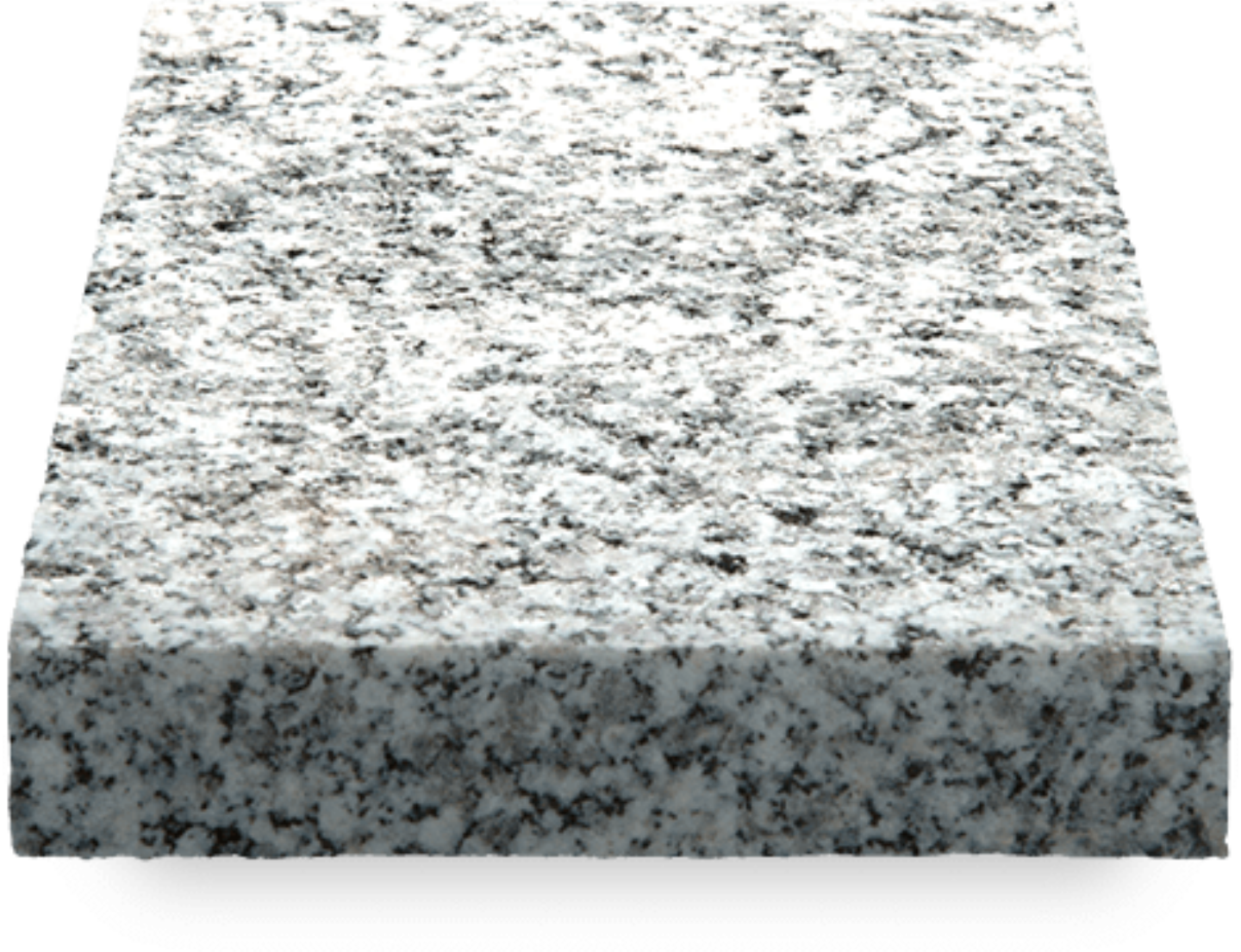
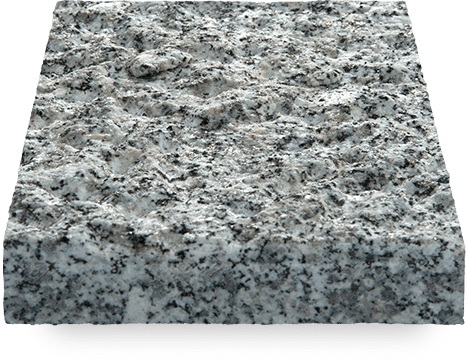
Sandblasted
Sandblasted surfaces are created by firing abrasives at the workpiece. This causes tiny pieces of the natural stone to break off, increasing the roughness of the surface. Sandblasted surfaces meet the highest anti-slip requirements and can be used in all outdoor areas.
Sandblasting is also the most cost-effective surface treatment for outdoor use. This is an advantage in particular for workpieces processed on all sides, as up to six sides can be processed in one round, due to automation.
The surface is not particularly suitable for indoor use, due to the high level of roughness and the susceptibility for becoming dirty.
- use:
- outdoor
- dirt susceptibility:
- high
- anti-slip:
- R13


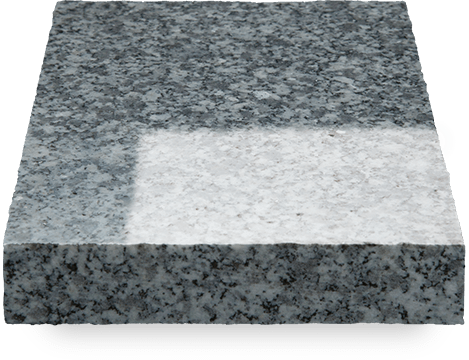
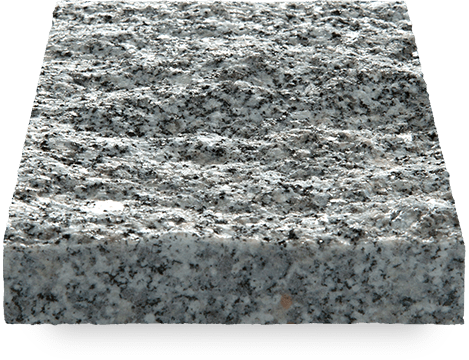
Sandblasted & brushed
As with sandblasted surfaces, abrasives are fired at the diamond-cut raw pieces to make them rough. The sandblasted surface is then brushed using diamond brushes. This process keeps the unevenness of the surface, but removes sharp edges. The surface feels uneven and smooth at the same time. This makes the surface suitable for interior use.
Depending on the brush used (C80, C120, C500), the result is different color depths and non-slip characteristics.
- use:
- indoor & outdoor
- dirt susceptibility:
- low - medium
- anti-slip:
- R10 - R12

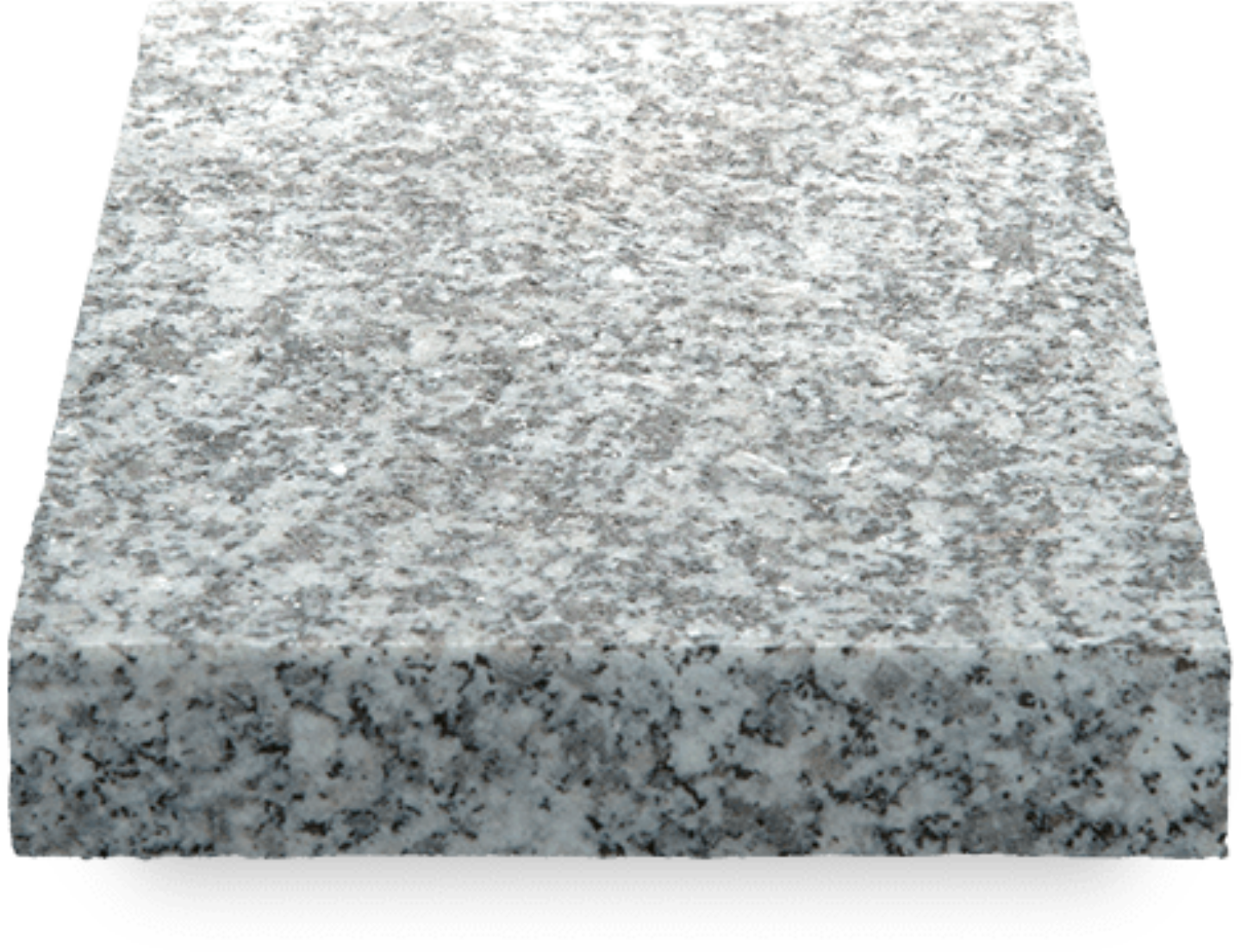
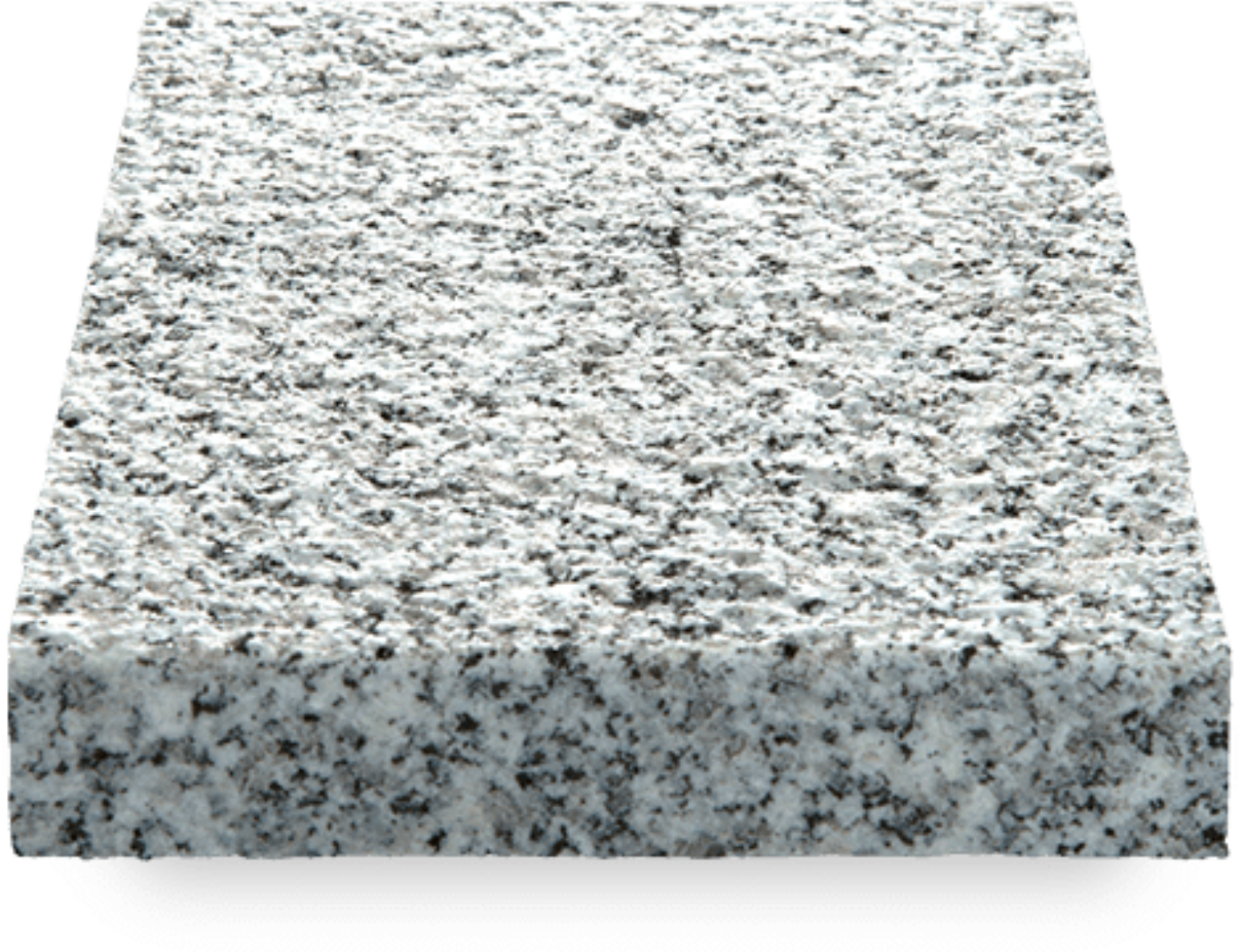
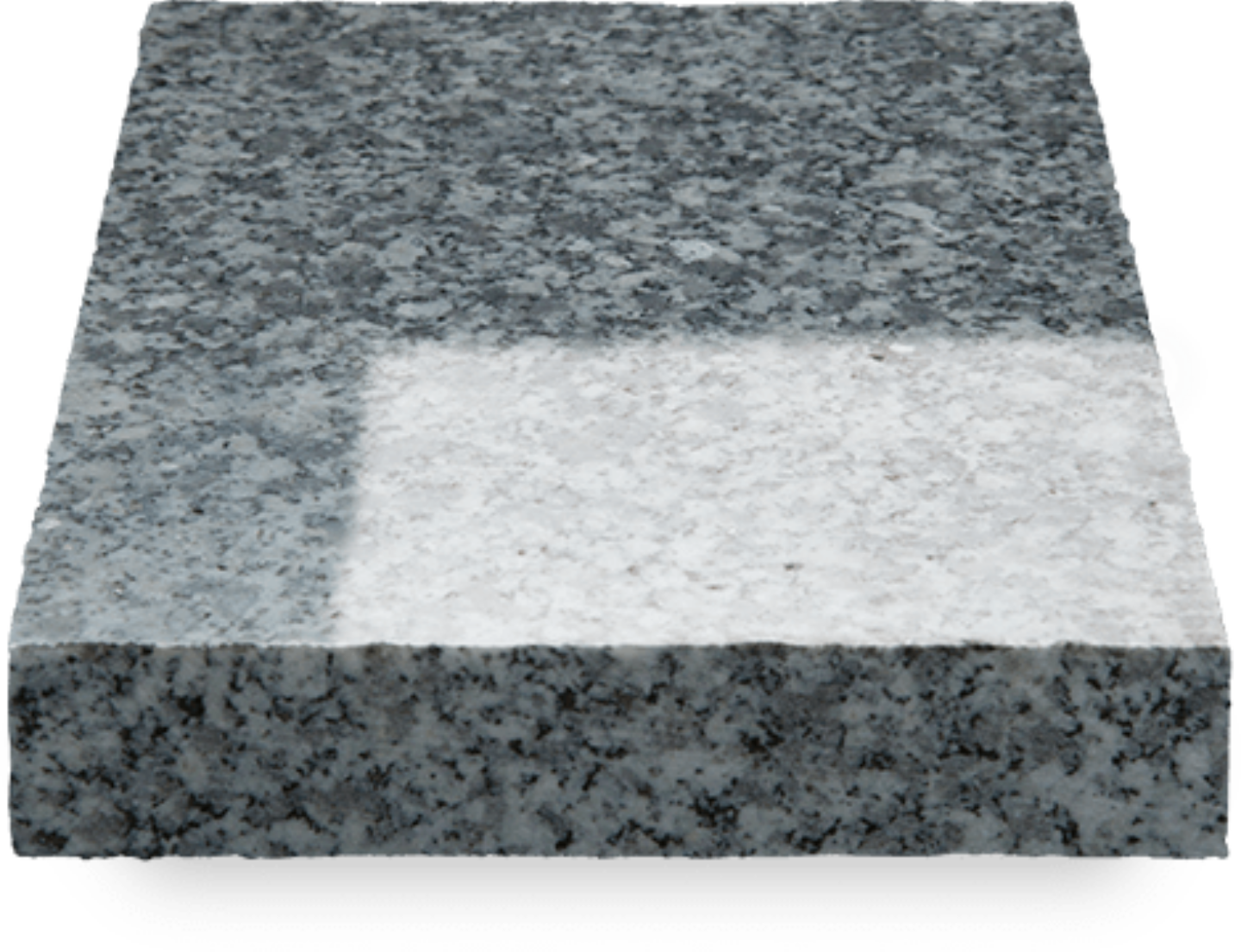
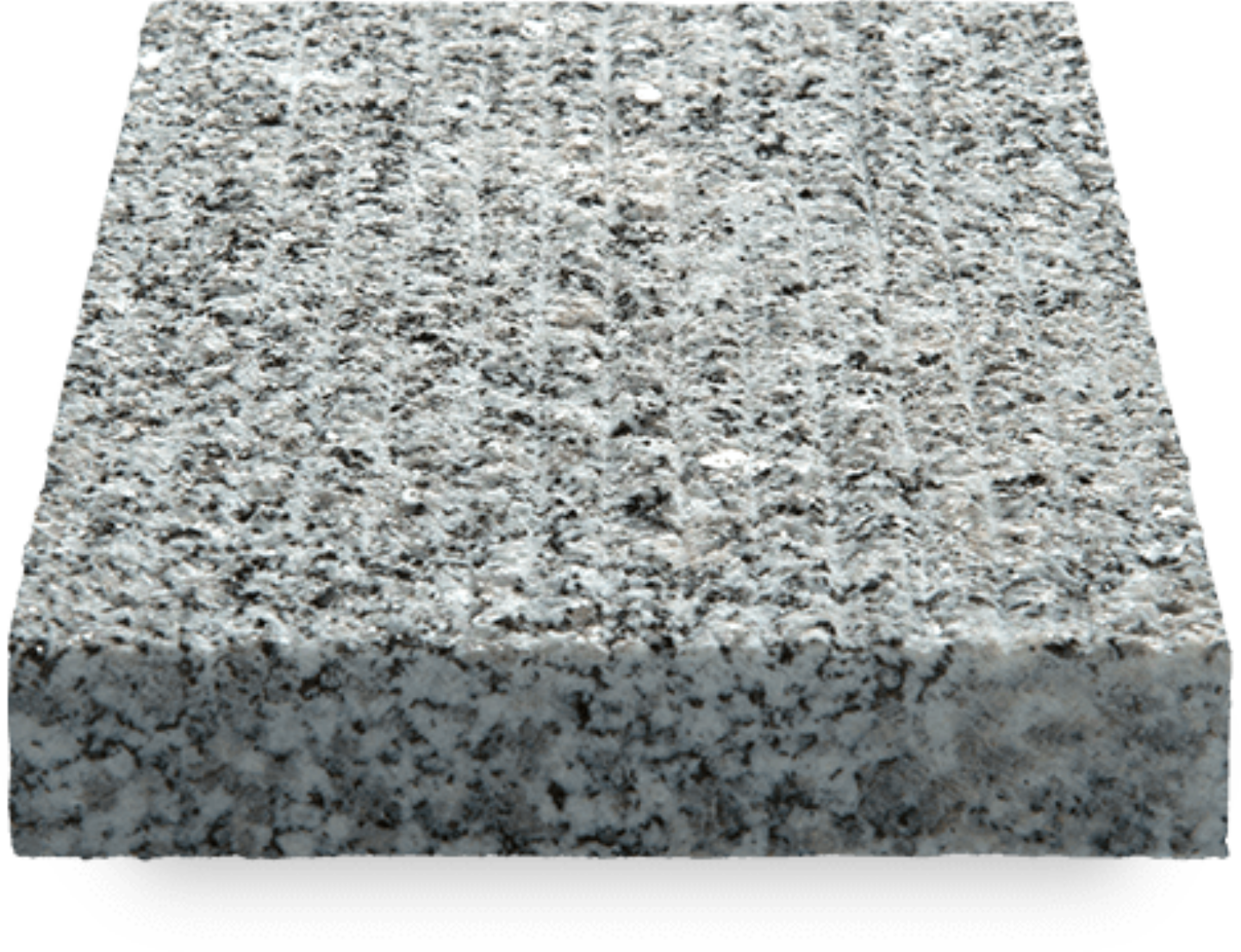
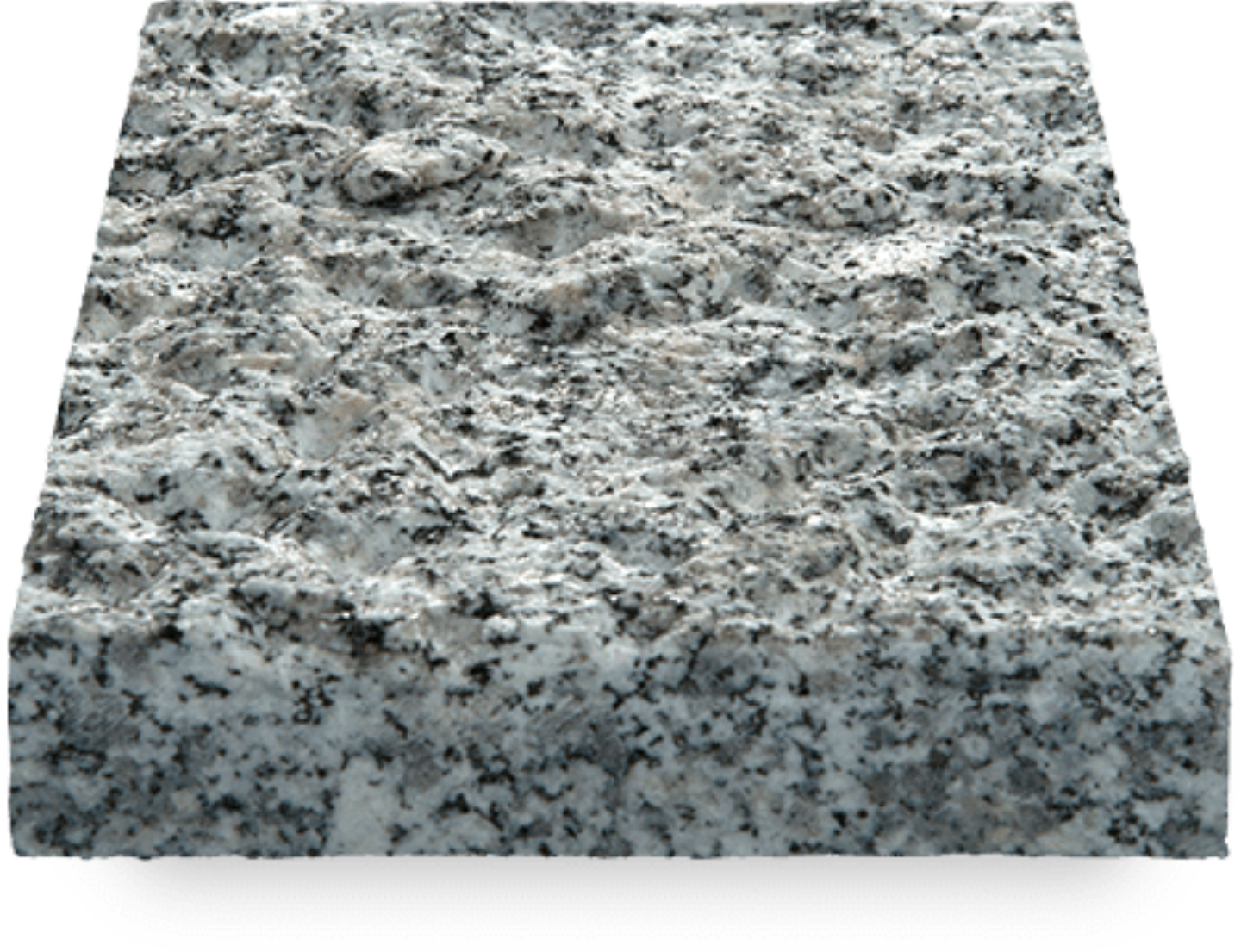
Bush-hammered
Bush-hammered surfaces are created using a chisel. This can be done automatically or using hand-operated machines. This process also causes tiny pieces of the natural stone to break off, increasing the roughness of the surface. Bush-hammered surfaces meet the highest anti-slip requirements and can be used in all outdoor areas.
Bush-hammered surfaces are visually very difficult to distinguish from sandblasted surfaces. The process is not easily automated and is especially suitable for large, uneven workpieces. Bush-hammering is the traditional surface processing for outdoor use, and is particularly important for restoration jobs.
The surface is not particularly suitable for indoor use, due to the high level of roughness and the susceptibility for becoming dirty.
- use:
- outdoor
- dirt susceptibility:
- high

Bush-hammered & brushed
As with bush-hammered surfaces, a chisel is used to make the diamond-cut raw pieces rough. The bush-hammered surface is then brushed using diamond brushes. This process keeps the unevenness of the surface, but removes sharp edges. The surface feels uneven and smooth at the same time. This makes the surface suitable for interior use.
Depending on the brush used (C80, C120, C500), the result is different color depths and non-slip characteristics.
- use:
- indoor & outdoor
- dirt susceptibility:
- low - medium
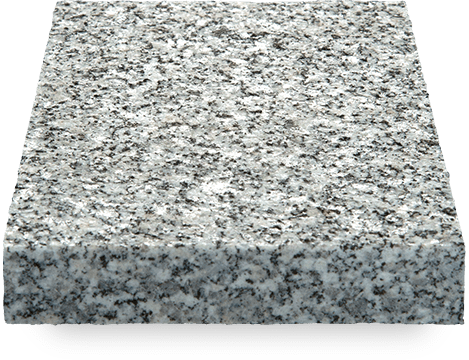
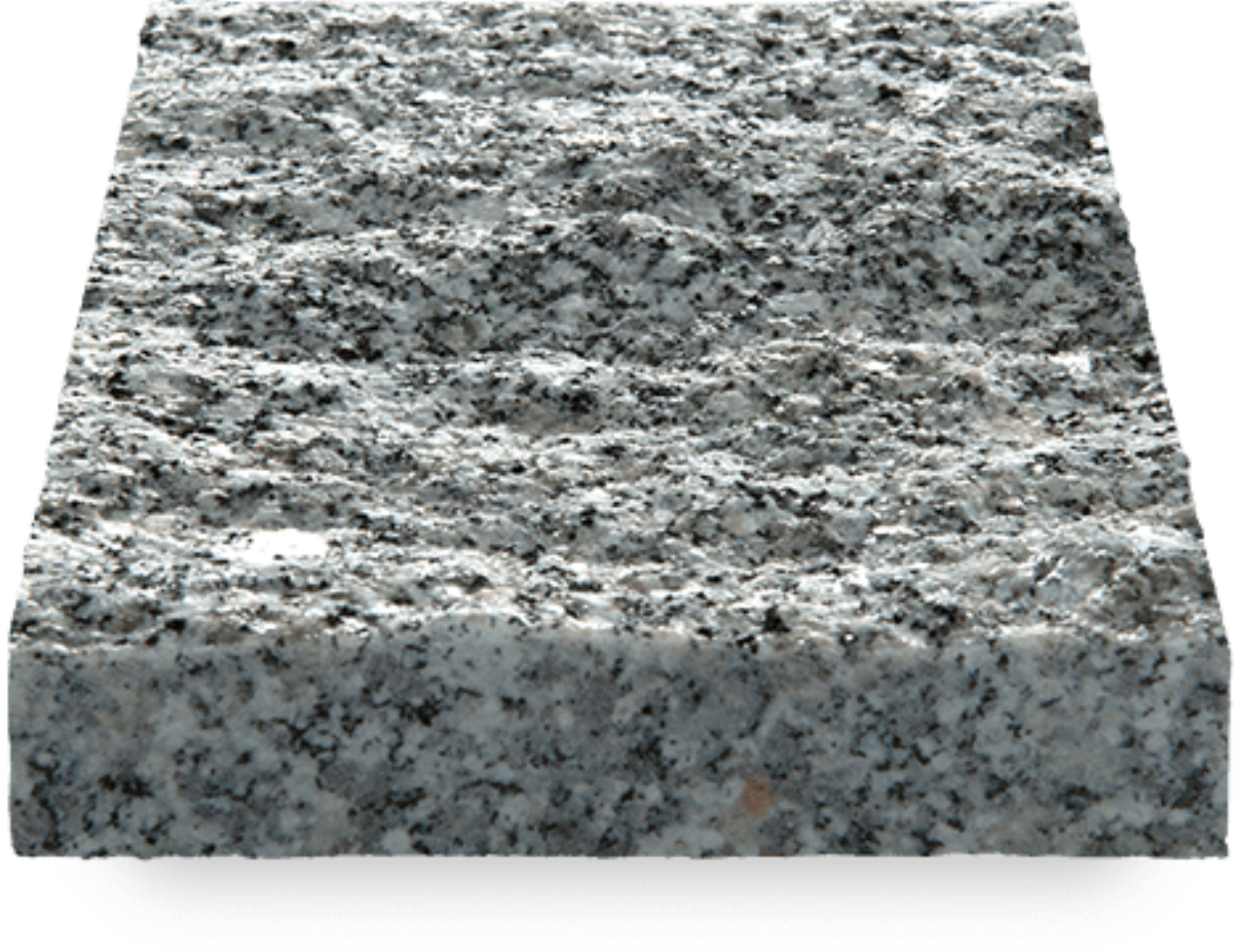
Flamed
Flamed surfaces are produced through thermal processing. Due to the inhomogeneity of the material, the applied flame causes small pieces of the stone to break off, increasing the roughness of the surface. This can be done automatically or using hand-operated machines on flat workpieces.
The surface processing is not easily automated and is suitable for large, uneven work pieces. The surface is not particularly suitable for indoor use, due to the high level of roughness and the susceptibility for becoming dirty.
- use:
- outdoor
- dirt susceptibility:
- high
- anti-slip:
- R13

Flamed & brushed
As with flamed surfaces, the diamond-cut raw piece is also thermally processed. The flamed surface is then brushed using diamond brushes. This process keeps the unevenness of the surface, but removes sharp edges. The surface feels uneven and smooth at the same time. This makes the surface suitable for interior use.
Depending on the brush used (C80, C120, C500), the result is different color depths and non-slip characteristics.
- use:
- indoor & outdoor
- dirt susceptibility:
- low - medium
- anti-slip:
- R10 - R12


Honed
The cut marks on the diamond-cut surface can be removed gradually by further sanding processes. This process can be carried out by a machine or by hand. This means both smooth and curved surfaces can be realized with a honed surface. Honed surfaces are only suitable for interior use or for decoration in outdoor use.
This surface is created by the diamond or silicone carbide in the tools, which removes any unevenness through abrasion. Only a minimal amount of material is removed through this process, which is carried out with different grains (C60, C120, C220, C320).
- use:
- indoor
- dirt suspectibility:
- low
- anti-slip:
- C60: R10 / C120: R9 / C220 & C320: none
Polished
A polished surface has glass-like characteristics. It is extremely smooth and reflects light. This surface has the lowest propensity for becoming dirty and allows very little fluid to seep into the stone.
According to the information leaflet “Slippery floors in workrooms and work areas”, this surface also does not provide any slip resistance.
- use:
- indoor
- dirt susceptibility:
- very low
- anti-slip:
- none
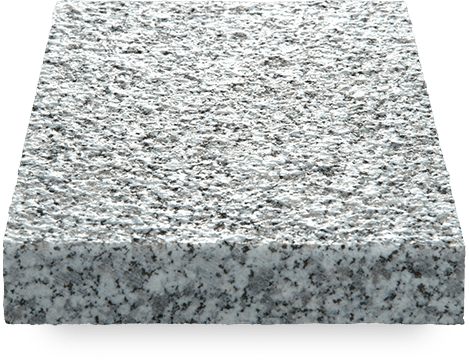
Satined
Granite can also be processed with diamond brushes. Using diamond brushes on diamond-cut surfaces creates a satined surface.
The surface is leathery to the touch. It is flat, but has small indentations. The tactile feel particular to this stone is particularly pleasant, and therefore suited for indoor use, while the R9-R10-grade slip resistance (depending on the material used) usually provides a high enough slip resistance.
Depending on the grade (180, 500) the surface will feel even smoother and the color of the stone is further accentuated, without being reflective.
- use:
- indoor
- dirt susceptibility:
- low
- anti-slip:
- R9 - R10
Saw-cut & chiseled
The saw-cut and chiseled finish is suitable for decorative purposes and freely-formed surfaces. The material is saw-cut at regular intervals, creating small bars between the cuts. These bars are then broken off, creating a split surface. This allows split surfaces to be created, even on uneven surfaces and large workpieces, with the required precision. These surfaces are used on works of art, fountains, and facades.
- dirt susceptibility:
- high
Bush-hammered and honed
For decorative purposes, coarsely bush-hammered surfaces can be subsequently honed to generally feel even and smooth, while regularly being interrupted by the dents of the bush-hammering process. This surface is only suitable for decorative purposes.
- dirt susceptibility:
- high
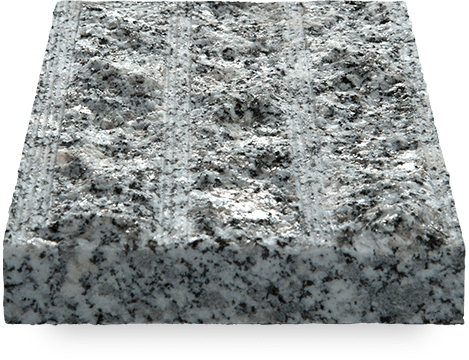
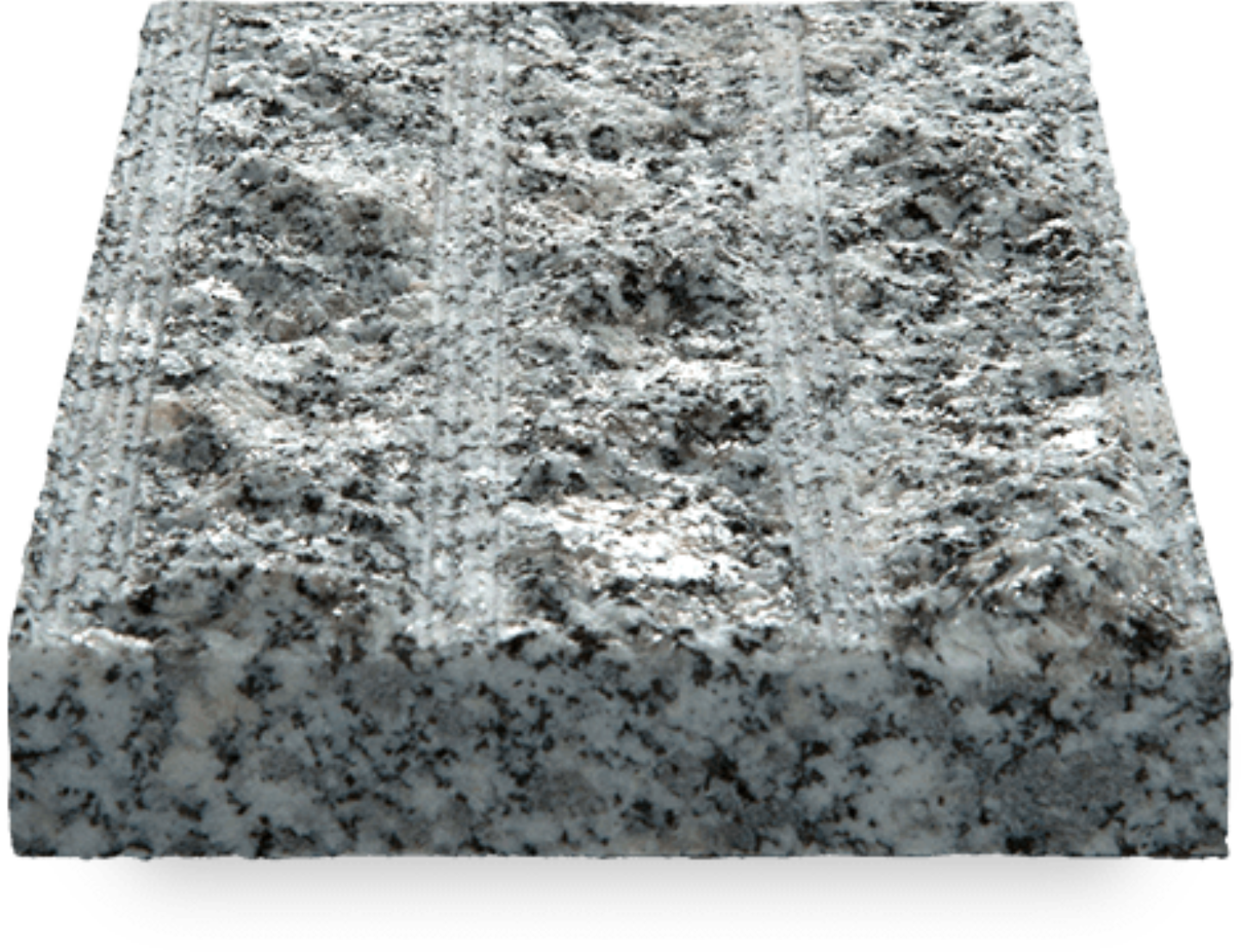
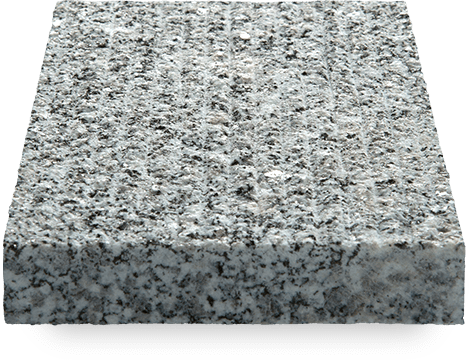
Grooved
Regular lines are cut into fine-picked surfaces with a groove iron. These lines are typically diagonal, or arranged towards the center. This finish can only be created by hand and is only suitable for decorative purposes.
- dirt susceptibility:
- high
Rough-hewn
Using a bush-hammered surface as the starting point, indentations are made in the surface using sharp chisels. This creates a very rough and irregular form with clear impressions from the chisel strikes. The process is completed by hand and can therefore be used on both flat and uneven surfaces. The surface is only suitable for decorative purposes.
- dirt susceptibility:
- high
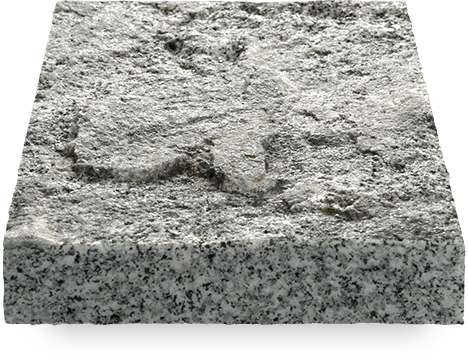
Split-face
In addition to being processed, natural stones can also be used in their original, raw form. These surfaces are typically described as split face. Split face surfaces are a result of the forceful separation of the raw material. This creates the typical split surface, seen on cobble stones, for example.
Natural cleft
As an alternative to this, natural cleft surfaces are not manufactured through splitting. The naturally occurring clefts, defects and form are used as the final surface design. These surfaces often have completely different colors to the main stone, are often smoother than split faces and have considerably more shades of brown, irrespective of the core stone color.

Both surfaces (split face and natural cleft) can only be used for very small applications, however. It should be noted that the tolerances for these surfaces can be up to several centimeters. This is not just valid for the dimensional accuracy of the work piece, but also for the flatness of the surface. Curved forms cannot be created with split face or natural cleft surfaces.